EDM wire cutting, also known as Electrical Discharge Machining (EDM), is a highly precise and versatile manufacturing process used to create complex and intricate parts. This advanced machining method is widely applied in industries requiring tight tolerances and high-quality finishes, including aerospace, automotive, and medical device manufacturing. In this article, we explore EDM wire cutting, its processes, applications, advantages, and future trends.
EDM wire cutting is a non-contact machining process that uses electrical discharges to cut conductive materials with extreme accuracy. Unlike traditional machining methods that rely on mechanical force, EDM removes material through electrical erosion, making it ideal for delicate and intricate components.
The process is particularly effective for hard metals and heat-sensitive materials, as it does not generate mechanical stress or excessive heat, reducing the risk of material deformation. This has made EDM wire cutting a preferred method for manufacturing complex parts with tight tolerances.
History and Evolution of EDM
The origins of EDM date back to the 1940s, when Soviet scientists developed the process for shaping hard metals. It quickly gained popularity due to its ability to machine materials that were difficult to cut using conventional tools.
By the 1960s, EDM wire cutting machines were developed, revolutionizing the industry by enabling the creation of intricate shapes and fine details. Over time, advancements in computer numerical control (CNC) and automation further enhanced the precision and efficiency of EDM wire cutting, making it a staple in modern manufacturing.
How EDM Wire Cutting Works – Step-by-Step Process
EDM wire cutting, also known as Electrical Discharge Machining, is a non-traditional machining method that uses electrical discharges (sparks) to erode material and create precise cuts without physical contact. This process is widely used for machining hard metals and intricate designs that are difficult to achieve with conventional tools. The following section explains the step-by-step process of EDM wire cutting in detail.
1. Wire Setup – Preparing the Machine for Precision Cuts
The EDM wire cutting process begins with wire preparation, where a thin wire made of brass, copper, or zinc-coated material is loaded into the machine. This wire acts as the electrode and is continuously fed from a spool through a guide system. The wire’s diameter typically ranges between 0.05 mm to 0.3 mm, allowing it to produce fine and intricate cuts.
During the setup, the wire is tensioned precisely to avoid vibrations or deflections during cutting. The wire does not make physical contact with the workpiece; instead, it creates a spark gap between the wire and the material. This gap is crucial to generate the controlled electrical discharges needed for machining.
Modern EDM machines also feature automatic wire threading (AWT) systems, which simplify the setup process and allow for uninterrupted operation even in high-volume production runs. This capability reduces downtime, improves efficiency, and supports complex machining tasks.
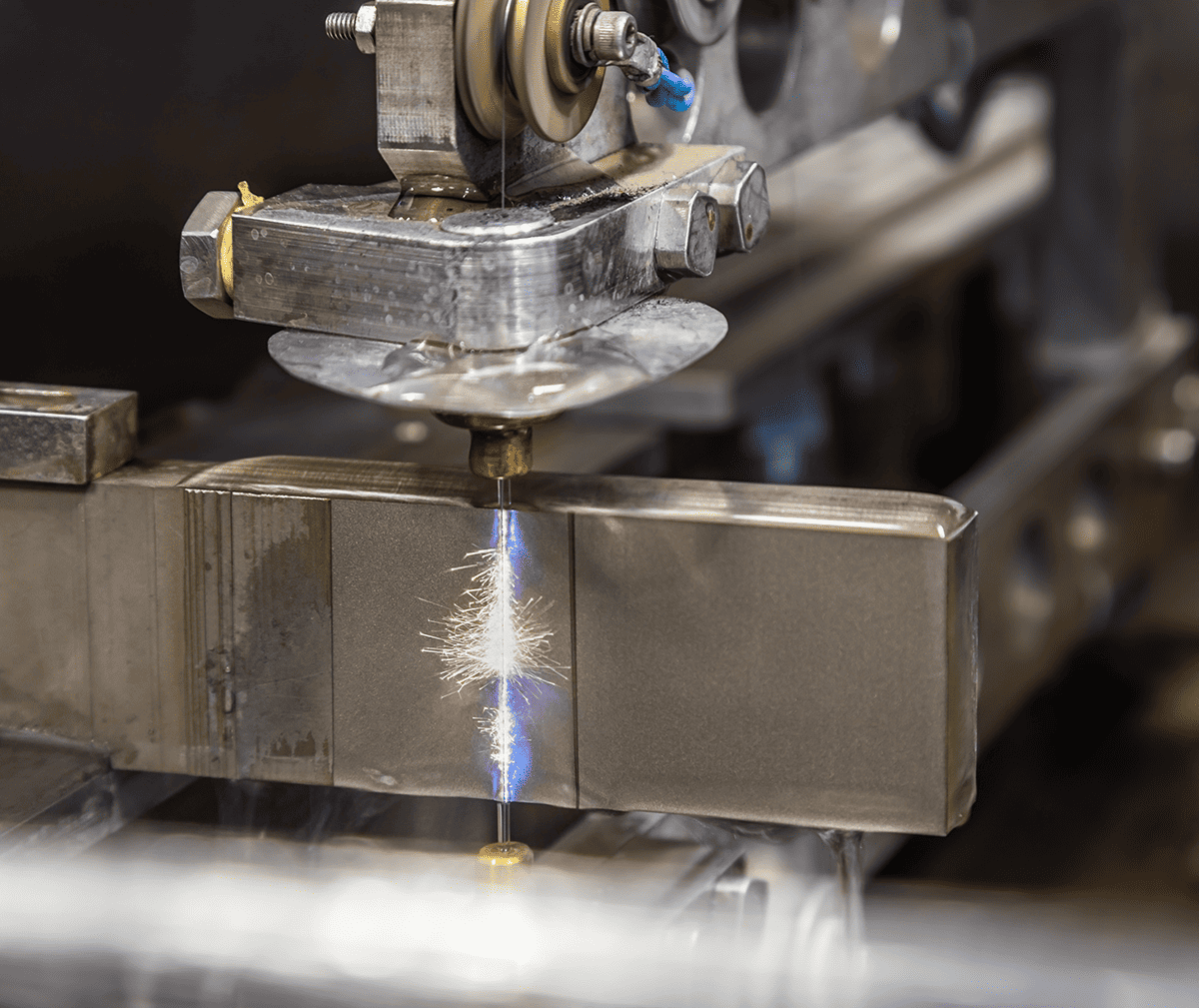
2. Electrical Discharge – Material Removal Through Spark Erosion
The core principle of EDM wire cutting lies in its ability to use electrical discharges to erode material. Once the wire is properly set up, the machine applies an electrical charge to the wire, creating sparks that jump between the wire and the workpiece. These sparks generate intense heat, typically around 8,000 to 12,000°C, which melts and vaporizes the material locally.
Since the sparks occur at specific points of contact, the material is removed layer by layer, achieving exceptional precision. Unlike traditional mechanical cutting methods, this process does not exert physical forces on the material, making it ideal for fragile parts or thin-walled structures.
The ability to control the discharge energy enables manufacturers to create sharp corners, narrow slots, and fine contours with tolerances as tight as ±0.001 mm. Furthermore, the wire does not wear out quickly because it is continuously replaced, ensuring consistent performance throughout the machining process.
3. Dielectric Fluid – Cooling and Debris Removal
The entire EDM wire cutting process takes place in a dielectric fluid, typically deionized water or specialized oil-based fluids. This fluid serves several critical functions that enhance the efficiency and accuracy of the machining process.
Cooling and Temperature Control:
The dielectric fluid absorbs the heat generated by the electrical discharges, preventing the workpiece and wire from overheating. This ensures the material retains its structural integrity and eliminates risks of thermal deformation, making it ideal for heat-sensitive materials.Debris Flushing:
As the sparks erode the material, microscopic particles and molten debris are produced. The dielectric fluid continuously flushes away these particles, keeping the cutting area clean and free of obstructions. This improves the cutting accuracy and surface finish while preventing short circuits.Electrical Insulation:
The fluid acts as an insulator, ensuring that sparks occur only at the predefined spark gap between the wire and the workpiece. This controlled discharge prevents unintended erosion and maintains cutting precision.
Modern EDM machines include filtration systems that recycle the dielectric fluid, making the process cost-effective and environmentally friendly.
4. Controlled Movement – CNC Precision and Multi-Axis Capabilities
The movement of the wire during the EDM process is controlled by a computer numerical control (CNC) system, which guides the wire path according to the pre-programmed design. The CNC program defines the cutting speed, wire tension, and tool paths, enabling repeatable precision for both simple shapes and complex geometries.
Modern CNC machines are capable of multi-axis operations, including 4-axis and 5-axis machining, which allow for the creation of angled cuts, tapered profiles, and 3D contours. This flexibility makes EDM wire cutting highly suitable for industries requiring intricate designs and multi-dimensional parts.
In addition, real-time monitoring systems track the wire’s position, voltage, and spark intensity, making adjustments as needed to maintain accuracy. These advanced controls eliminate human error and improve production efficiency, especially for high-volume production.
5. Final Finishing – Smoothing and Quality Checks
Once the cutting is complete, the EDM wire cutting machine leaves behind a smooth surface finish with no need for manual polishing or grinding. The quality of the finish depends on factors such as spark intensity, cutting speed, and the use of fine wires for secondary cuts or trimming passes.
For parts requiring ultra-smooth surfaces, multiple finishing passes can be programmed to refine the cut, producing finishes with surface roughness (Ra) values as low as 0.2 microns. This eliminates the need for post-processing, saving both time and costs.
Manufacturers also conduct final inspections using coordinate measuring machines (CMMs) and laser scanners to ensure the dimensions and tolerances meet industry standards. Additional stress tests may be performed to verify the structural integrity of the machined parts, particularly in industries like aerospace and medical devices.
6. Why EDM Wire Cutting Is Ideal for High-Precision Manufacturing
The ability of EDM wire cutting to produce intricate shapes, sharp angles, and fine features makes it indispensable for industries that demand high precision. It is particularly valuable for tool and die manufacturing, prototype development, and high-performance components in sectors such as automotive, electronics, and medical technology.
Unlike traditional machining, EDM does not rely on mechanical force, making it suitable for fragile materials and hard metals. Its capability to create smooth finishes and tight tolerances without additional post-processing reduces production time and costs, ensuring reliability and efficiency in modern manufacturing.
Types of EDM Machines
EDM machines are categorized into three main types based on their functionality:
Wire EDM (Wire-Cut EDM) – Precision for Complex Profiles
Wire EDM, also known as wire-cut EDM, is one of the most popular and widely used forms of Electrical Discharge Machining. It employs a thin, continuously-fed wire made of brass, copper, or coated materials to cut intricate 2D and 3D profiles. The wire acts as an electrode, generating sparks that erode the material to form precise cuts.
Key Features of Wire EDM:
Wire EDM machines are controlled by CNC systems, allowing operators to create highly detailed geometries with minimal error. The process takes place in a dielectric fluid—usually deionized water—which helps to cool the cutting area, remove debris, and prevent short circuits.
Wire EDM is especially suitable for cutting hard materials such as tool steels, tungsten carbide, titanium, and superalloys. It can produce sharp corners, narrow slots, and fine contours that traditional machining cannot achieve.
Applications of Wire EDM:
Wire EDM is widely used in aerospace, automotive, medical, and electronics industries for producing:
Dies and molds for injection molding and die casting China manufacturers.
Gears, shafts, and brackets for engine assemblies.
Surgical tools and implants requiring biocompatibility and smooth finishes.
Prototypes and custom parts with complex geometries.
Advantages of Wire EDM:
Ability to cut through hard materials without causing thermal deformation.
Suitable for creating intricate designs and multi-dimensional profiles.
Produces smooth surface finishes, reducing the need for secondary processes.
High accuracy and repeatability make it ideal for tight-tolerance applications.
Sinker EDM (Conventional EDM) – Shaping Cavities and Molds
Sinker EDM, also referred to as ram EDM or conventional EDM, uses a shaped electrode to create cavities, molds, and intricate details in hard materials. Unlike wire EDM, which relies on a continuous wire, sinker EDM uses a customized electrode that mirrors the shape of the desired cut. The electrode is submerged in a dielectric fluid, and electrical discharges occur between the electrode and the workpiece to erode the material.
Key Features of Sinker EDM:
The shaped electrode is typically made from graphite, copper, or copper tungsten, depending on the material hardness and design requirements. Sinker EDM is especially useful for producing 3D cavities with sharp internal corners, undercuts, and textured surfaces.
This process does not require a through-hole for the electrode, allowing it to machine blind cavities, which are difficult to achieve with wire EDM. Sinker EDM is often paired with injection mold China manufacturers and die casting mold makers for creating custom molds and tooling components.
Applications of Sinker EDM:
Mold cavities for plastic injection molding companies.
Tool and die components requiring complex internal features.
Engraving patterns and lettering on metal surfaces.
Aerospace parts, such as turbine blades and engine housings.
Advantages of Sinker EDM:
Produces complex 3D cavities and molds with high precision.
Ideal for machining blind holes and intricate details.
Works with tough materials like hardened steel and carbide.
Provides smooth finishes, reducing the need for post-processing.
Hole Drilling EDM – Creating Micro-Holes in Tough Materials
Hole drilling EDM, also known as EDM drilling, is a specialized version of Electrical Discharge Machining designed for creating small, deep holes in hard metals. It uses a rotating tubular electrode to produce electrical discharges that erode the material, forming cylindrical holes with precise dimensions.
Key Features of Hole Drilling EDM:
This process is ideal for applications where traditional drilling is ineffective due to the material’s hardness or the required hole depth. The holes produced can range from 0.1 mm to several millimeters in diameter, making the process perfect for micro-hole applications.
The machine operates with a dielectric fluid that flushes out debris and keeps the process cool, ensuring accuracy and clean cuts. Hole drilling EDM is highly versatile and supports automation, enabling batch processing for high-volume production.
Applications of Hole Drilling EDM:
Cooling holes in aerospace turbines and engine components.
Nozzles and injectors for automotive fuel systems.
Medical devices, such as surgical instruments and implants.
Die-making tools requiring deep holes for ejector pins.
Advantages of Hole Drilling EDM:
Produces small, deep holes with consistent accuracy.
Suitable for hard materials that are difficult to drill using conventional methods.
Minimal tool wear and high precision reduce production costs.
Works for angled holes and complex shapes, improving design flexibility.
Materials Suitable for EDM Wire Cutting
EDM wire cutting is compatible with electrically conductive materials, including:
Metals: Steel, aluminum, titanium, brass, and copper.
Alloys: Inconel, carbide, and stainless steel.
Exotic Materials: Tungsten, molybdenum, and superalloys.
This versatility makes EDM an ideal choice for machining hard metals, thin-walled parts, and delicate designs without compromising quality.
6. Advantages of EDM Wire Cutting
EDM wire cutting offers several key advantages:
High Precision: Achieves tolerances as tight as ±0.001 mm, making it ideal for intricate parts.
No Contact Process: Eliminates mechanical stress, ensuring parts remain deformation-free.
Complex Geometries: Cuts shapes, contours, and internal features that traditional methods cannot handle.
Material Versatility: Suitable for hard metals and heat-resistant alloys.
Minimal Waste: Reduces material loss, enhancing cost-efficiency.
Applications of EDM Wire Cutting
The versatility of EDM wire cutting allows it to be used across various industries, including:
Aerospace: Producing turbine blades and engine components requiring tight tolerances.
Automotive: Creating dies, gears, and prototypes for engines and transmissions.
Medical Devices: Manufacturing surgical instruments and implants with biocompatible materials.
Electronics: Crafting connectors, circuit boards, and micro-components.
The process is particularly useful for industries requiring custom parts with high precision and complex designs.
Limitations of EDM Wire Cutting
Despite its many advantages, EDM wire cutting does have some limitations:
Material Conductivity: Only works with conductive materials, limiting its use for non-metallic parts.
Slow Cutting Speeds: Not ideal for high-volume production due to long cycle times.
Wire Wear: Continuous wire use results in replacement costs over time.
EDM vs. Laser Cutting
EDM wire cutting and laser cutting are often compared due to their ability to create complex designs. However, EDM excels in tolerance accuracy and surface finishes, while laser cutting is faster but may leave heat-affected zones. EDM is better suited for high-precision applications, whereas laser cutting is ideal for rapid prototyping.
CNC Integration in EDM Wire Cutting
Modern EDM wire cutting machines are integrated with CNC systems, enabling automation and programming flexibility. CNC controls allow operators to create intricate patterns and multi-axis cuts with minimal manual intervention, improving productivity and accuracy.
EDM Wire Cutting for Prototyping
EDM is highly effective for prototyping, as it allows designers to create complex parts without extensive tooling costs. Its ability to machine small batches ensures quick turnaround times, making it an attractive option for testing designs before mass production.
Surface Finishes with EDM Wire Cutting
The EDM process produces smooth finishes, often eliminating the need for secondary finishing operations. Polishing, grinding, and coating can be added to further enhance surface durability.
Environmental Impact of EDM Wire Cutting
Modern EDM systems are designed with eco-friendly coolants and waste recycling processes, reducing their environmental footprint.
Future Trends in EDM Technology
Emerging technologies, including AI-driven systems and automation, are improving the efficiency and sustainability of EDM wire cutting.
Conclusion
EDM wire cutting continues to be a reliable and precise machining process, providing high accuracy for complex designs in various industries. With advancements in automation and AI integration, it remains a cornerstone technology for modern manufacturing and custom part production.